Dispensing System
Simulation
Analyze your dispensing, dosing, and filling processes, and gain insights into their accuracy and quality.
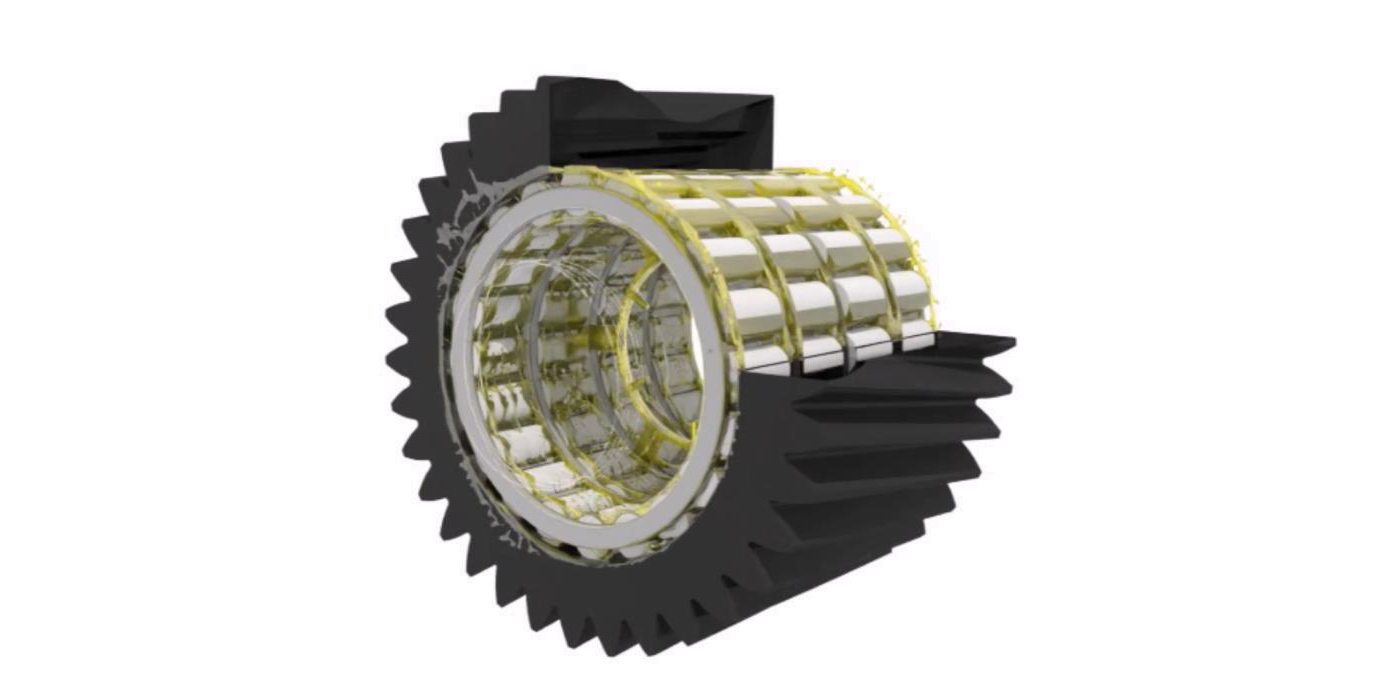
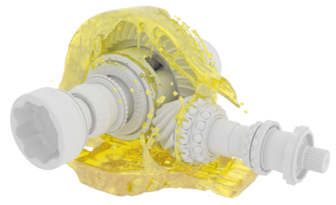
Formula Gearbox
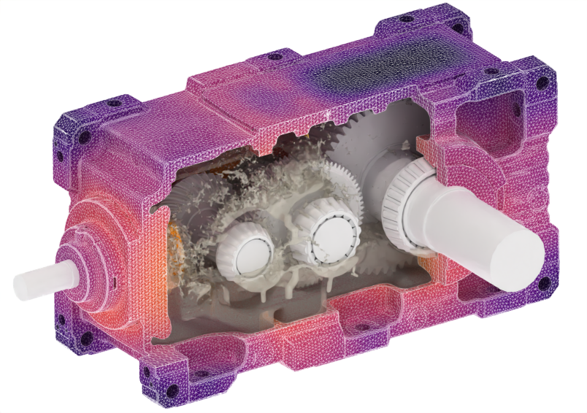
Industrial Gearbox
Automatic Transmission
Leading Engineering Companies Choose Our Simulation Software





No items found.
Simulate What You Couldn’t Before
Innovative & Reliable

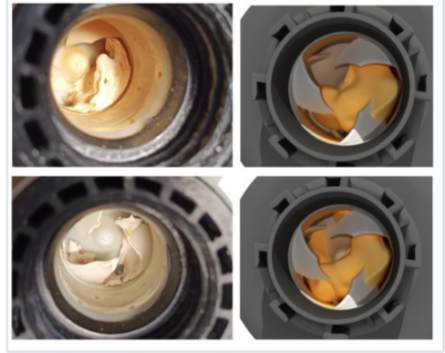
Dispensing
Ensure the quality of your process by having the exact amount of fluid dispensed with right timing.

Potting
Maximize resin coverage of your electronics with optimized paths and dosing

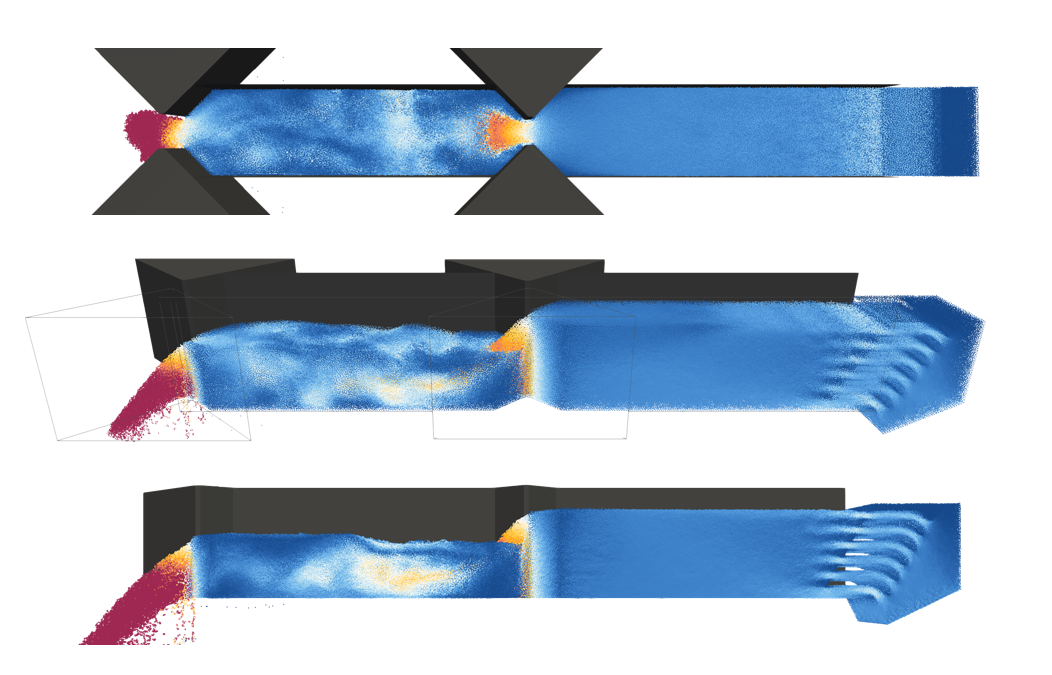
Air Entrapment
Minimize poor batch quality by understanding the air entrapment process, bubble sizes and total air volume

Empower Your Engineering Projects with Dive's Advanced Simulation Tool
Discover the Perfect Fit for Your Industry Needs.









.png)
.png)
.png)
.png)

.png)
.jpeg)

.png)
90%
Shorter Development Time
Evaluating 144 cooling nozzle variations in parallel, fully automated.

Publication

50%
Reduction in Coolant Consumption
Innovative tooling design leads to optimized cooling behavior.

Publication
40x
Faster Design Study
Fast meshing-free setups reduced oil and casting material for more sustainable products.
.png)
Publication
Trusted by Engineering Organizations of All Sizes






.png)
